Elección de palpadores para inspección
Atendiendo a estas sencillas recomendaciones, podrá obtener siempre la máxima productividad en la mayoría de las aplicaciones de inspección.
Elija el palpador correcto para optimizar la medición
Al hacer su elección en la extensa gama de palpadores originales Renishaw, tiene la seguridad de que el diseño y los materiales del palpador son los mejores.
No obstante, la elección que haga de la configuración de palpadores tendrá un impacto considerable en las mediciones que realice.
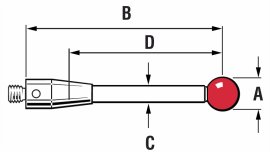
Terminología
A = diámetro de la bola
B = longitud total
C = diámetro del vástago
D = longitud efectiva de trabajo
Longitud total
Renishaw emplea una descripción estándar de la longitud total, realizando la medición desde la cara de montaje posterior del palpador al centro de la bola.
Longitud de trabajo útil (LTU)
Se toma desde el centro de la bola hasta el punto en el que el vástago choca contra la pieza durante la medición ‘normal’ de la pieza.
Normas para la elección de un palpador
Atendiendo a estas sencillas recomendaciones para elegir un palpador, podrá obtener siempre la máxima productividad en la mayoría de las aplicaciones de inspección.
Utilice palpadores cortos
Cuanto más se dobla o desvía un palpador, menor es la precisión. La mejor opción es realizar la inspección con el palpador más corto posible para la aplicación.
Reducir las juntas al mínimo
En los puntos de unión del palpador y las extensiones, se introducen puntos de flexión y deflexión potenciales. Siempre que sea posible, intente reducir al mínimo el número de piezas de la aplicación.
Utilice una bola del palpador con el mayor diámetro posible
Hay varios motivos para ello:
- en primer lugar, se asegura el máximo espacio de la bola/vástago con lo que se reducen las activaciones erróneas producidas por la ‘salida’ del vástago del palpador, aumentando la LTU;
- una bola más grande admite un diámetro de vástago mayor, lo que aumenta la rigidez del palpador;
- con el uso de bolas de mayor tamaño, se reduce el efecto de acabado de la superficie del componente que se está inspeccionando.
La LTU también puede verse afectada por las tolerancias de montaje. Por esta razón, los palpadores Renishaw están montados de acuerdo con normas exactas en condiciones controladas.